0120-987-742
0120-987-742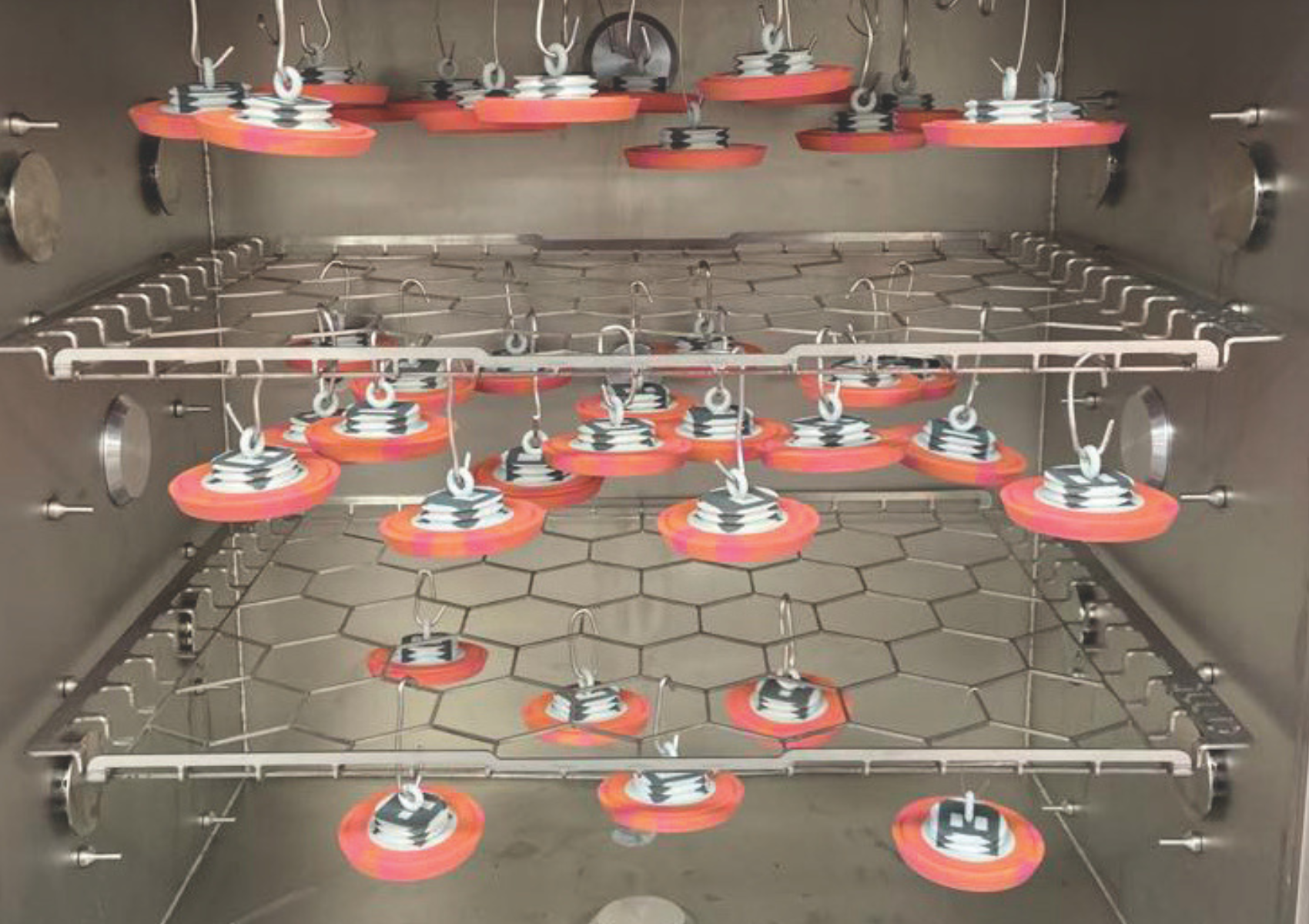
3Dプリンターを導入したはいいものの、思ったような仕上がりにならず困っていませんか?
造形後の後処理を適切に行わないと、表面が荒れたり、強度が不足したりすることがあります。
本記事では、FDM(熱溶解積層)方式とSLA方式(光造形)の後処理の流れを詳しく解説し、失敗を防ぐための注意点も紹介します。
Taigaで技術提案を受ける目次
3Dプリンティングは後処理で仕上がりが決まる
3Dプリンティングでは、造形(出力)が完了した時点ではまだ完成ではありません。
適切な後処理を行わないと表面が粗く見栄えが悪くなったり、強度が不足して壊れやすくなったりすることがあります。

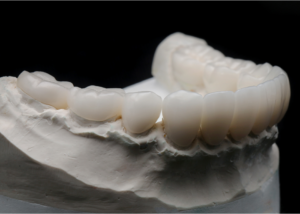
特に「FDM(熱溶解積層)方式」や「FFF(フィラメント溶解)方式」では溶かしたフィラメントを積層するため、凹凸(積層痕)が目立ちやすく、滑らかにするには研磨が必要です。
また、SLA方式(光造形)では、未硬化レジンが表面に残ることでベタつきや曇りが生じるため、洗浄と二次硬化が欠かせません。
思い通りの仕上がりになるように、適切な後処理の手順を踏みましょう。
FDM方式(熱溶解積層法)の後処理の流れ
FDM方式やFFF方式では、フィラメントを溶かして積層するため、造形後に表面の段差をなくす処理が必要です。後処理は、具体的に以下の手順で行います。
プレートから造形物を取り外す
造形(出力)が完了したら、まずは造形物を慎重にプレートから取り出します。
このとき、ヘラやスクレーパーで造形物を傷つけないように注意しましょう。
サポート材を除去する
FDM方式・FFF方式の場合、プレート部分からフィラメントを積み上げて造形するため、立体物の空中に浮いている部分はサポート材(足場)が支えます。
サポート材は、どんな素材によってできているかで除去方法が変わるので、以下でチェックしていきましょう。
| サポート材のフィラメント | 除去方法 |
| 造形物と同じ | ペンチやニッパーで除去する。目や手元の保護が必要。 |
| PolySupport | 手で簡単に取り外せる。 |
| PolyDissolve S1 | 常温の水に浸け2~5分待つ。サポート材が膨らむので、手で除去。残ったサポート材は再度水に浸けて除去する。 |
| Ultrafuse HIPSフィラメント | リモネンなどで除去。化学物質なので、換気と保護具が必要。 |
表面仕上げを行う
FDM・FFF方式で出力した造形物には、全面的に「積層痕」という凹凸が見られます。
この積層痕をなくすためには、紙やすりや研磨フィルムで削って磨く作業が必要です。
ヤスリを粗い目のものから順番に細かい目のものへと移行していき、均一に磨くことで滑らかな表面に仕上げられます。

なお、使うフィラメントがABS素材であれば、アセトン蒸気処理(積層痕を溶かして表面を滑らかにする)も可能です。
また、積層痕を埋めるという手もあります。これは、造形物の表面にパテやプライマーを塗布し、積層痕を埋めて滑らかに仕上げる手法です。
特に、塗装を行う場合はこれらの方法を組み合わせることで、より高精度な仕上がりが得られます。
光造形(SLA方式)の後処理の流れ
光造形(SLA方式)では、液体レジンを紫外線で硬化させるため、FDM方式とは異なる後処理が必要です。
プレートから造形物を取り外す
まずは、プレートから造形物を慎重に取り外します。
ヘラやスクレーパーでプレートから剥がしましょう。この時、手を傷つけないように気を付けてください。
余計なレジンをアルコールで除去する
次に、余計なレジンをアルコールで除去します。いわゆる「洗浄」と呼ばれる作業です。
光造形で出力された造形物には、造形段階でかたまりきらなかった「未硬化レジン」が付着しているので、IPA(イソプロピルアルコール)などの高濃度アルコールや専用洗浄液に浸けて落とします。
IPAで洗浄する場合は、洗浄液の取り扱いに十分気を付ける必要があります。以下のポイントに注意してください。
- 有機溶剤作業主任者技能講習を修了した者が扱う
- 有機溶剤中毒予防規則に基づいた健康診断をする
- IPAの引火点は12℃であり、常温でも静電気などにより引火する恐れがあるため、近くに火元になるようなものを置かない
- アレルギーを引き起こさないよう、手袋を着用する
- 使用中は防毒マスクの着用が義務
- 局所排気装置を設置する
- 年2回の作業環境測定が必要
なお、水洗いレジンを使用した場合は、水洗いで洗浄することが可能です。
コストや取り扱いやすさなどを考慮して、自分に最適なレジン・洗浄方法を選択してください。
二次硬化させる
洗浄後、洗浄液を十分に乾燥させたら二次硬化に移ります。
二次硬化をする理由は、洗浄が終わった時点で硬化しきれていない「半硬化層」を完全に固め、造形物の強度を上げるためです。
二次硬化をすることで造形物表面のべたつきもなくなります。
なお、二次硬化には専用の機械をはじめ、ジェルネイルなどに使う硬化ライトの機械を使用することが可能です。
機械の幅や高さをしっかりチェックして、作る造形物が収まるサイズのものを選びましょう。
サポート材を除去する
二次硬化が終わって、造形物の形がしっかりと固まったらサポート材を除去します。

先にサポート材を除去しない理由は、二次硬化が終わる前にサポート材を除去してしまうと、造形物の形が歪んでしまうかもしれないためです。
表面仕上げを行う
最後に表面仕上げを行います。
基本的には「研磨→コーティング(+塗装)→補修の工程」を、理想の仕上がりになるまで繰り返すのが一般的です。
以下は、各工程についての解説を表にまとめたものです。
| 工程 | 詳細 |
| 研磨 | 紙やすりを使用。粗目から徐々に細かいグリットに変えていき、表面の凹凸を整える。 |
| クリアコーティング(+塗装) | レジンは紫外線によって黄ばんだり脆くなったりするため、UV対策ができるコーティングを施す。また、強度アップ、防水にも効果的。 塗装も必要であればこの段階で行う。 |
| 補修 | 気泡や傷が残った場合は、液体レジンやパテで埋め、再度研磨とコーティングを行う。 |
コーティングの工程で、用途に応じて光沢仕上げやマット仕上げを選ぶと、より理想的な仕上がりになります。

3Dプリンティングの後処理における注意点
後処理をする際は、それぞれの工程で慎重さが求められます。
具体的には、以下の点に注意しましょう。
洗浄不足
光造形(SLA方式)では、未硬化のレジンが残ると表面がベタついたり、硬化不良を引き起こしたりします。
特に、細かいパーツや複雑な形状の部分にレジンが残りやすいので、ブラシなどを使って丁寧に洗浄しましょう。
サポート材を除去する際の割れ・破損
サポート材を除去する際は、造形物に割れや破損がないように注意してください。
FDM方式やFFF方式では、ペンチやニッパーを使い、無理に力をかけずに少しずつカットすることで造形物を傷つけずに取り除けます。
また、光造形(SLA方式)で作った造形物は、サポート材の除去がより複雑になる傾向があります。
ペンチやニッパーでの除去も可能ですが、専用の道具を使うのがよいでしょう。
硬化不足や過度な二次硬化
SLA方式の造形物は、UV(紫外線)を照射して完全に硬化する性質を持ちます。
そのため、二次硬化が不十分だと、造形物が柔らかく強度も不足してしまう点に注意が必要です。
ただし、過度に硬化させると素材が収縮して反ってしまったり、表面にひび割れを起こしたりする恐れもあるので気を付けましょう。
適切な時間と強度でUV照射を行い、各面に均等に光が当たるように回転させながら硬化させるのがコツです。
まとめ
3Dプリンティングの後処理は、造形物の品質を大きく左右します。
FDM方式やFFF方式では積層痕を滑らかにする研磨やアセトン処理が重要であり、光造形(SLA方式)では未硬化レジンの洗浄や二次硬化の徹底が不可欠です。
3Dプリント後は適切な後処理を丁寧に行い、見た目の美しさだけでなく、強度や耐久性も向上させましょう。
3Dプリンティングを活用した部品製造を検討している方は、ぜひ「Taiga(タイガ)」をご活用ください。
Taigaは、無料で経験豊富な業者に相談できるサービスです。
難易度の高い部品や新規部品の開発、少量生産、試作から量産まで、コストを抑えつつ効率的に進めることが可能です。
Taigaで技術提案を受ける