0120-987-742
0120-987-742
射出成形では金型を使用するため、金型の製作が必要です。
しかし「射出成形の金型ってどんなもの?」「設計の注意点は?」などの疑問を抱えている人も多いでしょう。
今回の記事では、射出成形で使う金型の構造や種類、設計で注意すべきポイントなどを解説します。
気になる金型の費用についても紹介していますので、ぜひ参考にしてください。
目次
射出成形の金型とは
金型とは、金属や樹脂製の塑性加工や成形加工時に使用する金属製の道具のことです。
射出成形においては、作りたい形状を模した金型の中に柔らかくなった材料を流し込み、冷却することで成形します。
射出成形金型の構造と各名称
射出成形金型の構造は以下の通りです。
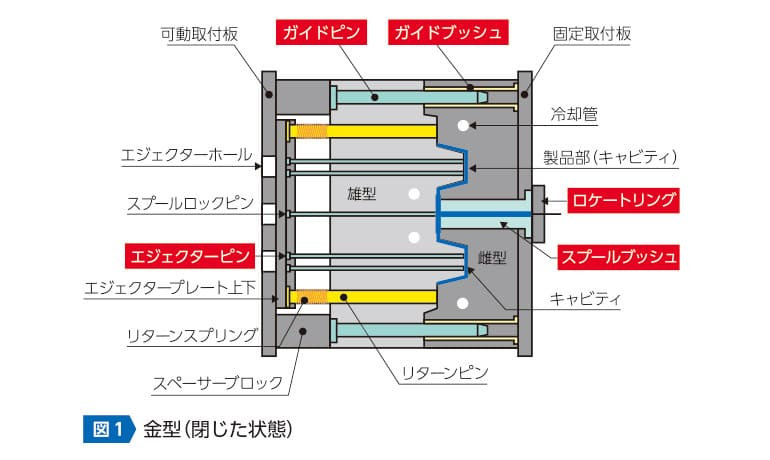
引用:射出成形の基礎からコスト・納期対策への専門知識まで 射出成形をトータルに学ぶ|MFG Hack
金型は、「コア(雄型)」と「キャビティー(雌型)」から構成されています。
それぞれの役割は以下の通りです。
| 項目 | コア(ひな形) | キャビティー(雌型) |
| 役割 | 製品の内側の成形 | 製品の外側の成形 |
| 位置 | 可動側型板に設けられる | 固定側型板に設けられる |
| 主な構造 | 成形品を金型から取り出す突出装置(エジェクターピン)エジェクターピンを突き出す穴成形品の取り出しを容易にするためのキャビティー角度以下の抜き勾配(テーパ) | 成形品の外観を良くするための磨かれた表面(鏡面仕上げ、クロームメッキなど)ら成形品取り出しを容易にするための可能な限りの大きなテーパ |
代表的な射出成形の金型
射出成形で用いられる金型には、さまざまなタイプがあります。
以下では、代表的な金型についてメリットやデメリットを見ていきましょう。
| 金型構造 | メリット | デメリット |
| ピンゲートタイプ | ・製品取り出し後のランナー処理が不要・狭い面積に製品をレイアウトできる | ・製品の表面にゲートが凸形状に残る・充填圧力のロスが大きいため外観不良が発生しやすい・金型構造が複雑になるため、金型費用が高い・金型サイズが大きくなる |
| サブマリンゲートタイプ | ・製品取り出し後のランナー処理が不要・金型がコンパクトで安く作れる・ゲート跡が側面に小さく付くが凸にならず、ピンゲートより目立たない・ピンゲートよりランナー重量の軽量化が可能 | ・削れカスが発生しやすく、外観不良になりやすい・充填圧力のロスが大きく、外観不良が発生しやすい・製品とランナーが同じ所から出るため、分ける必要がある |
| サイドゲートタイプ | ・ゲートを大きく作れるため圧力損失が少ない・射出ユニットから製品までの距離を短く取れるため、ランナー重量を軽くできる・金型構造がシンプルで、安く早く製作できる | ・成形後にランナーの切り取りが必要・ガス抜きを設定できる箇所が限られるため、射出ユニット内で分解したガス等が製品まで辿り着きやすい |
| ホットランナー構造 | ・製品だけ出てくるので、ランナーの処理が不要・使用材料が少ない・サブマリンと同等のゲート跡しか残らない・直接製品に溶けた材料が注入されるため、圧力損出が少なく、充填率が安定する | ・金型費や維持費が他の金型と比べて高額・溶けた材料が直接製品に注入されるため、材料が分解したガス等の影響を受けやすい・金型構造が複雑になるため、他のランナータイプよりメンテナンス性が悪い・設計変更等、後からの対応が難しい |
| 回転抜き構造 | ・スクリューキャップ、ネジ、ウォーム等のアンダーカット形状を成形できる・回転機構が複数存在する | ・機構が複雑になる・回転部分は常に擦り合わさるため摩耗が激しく、金型の耐久性が低くなる |
| スライド構造 | ・開閉方向に対し垂直方向へ動く機構を利用しているため、アンダーカット形状を製作できる | ・バリや段差等の外観不具合が発生しやすい・多数個取の場合、スライド構造の幅を確保するため金型サイズが大きくなる |
使用すべき金型は、製造物や加工機によって異なるため、加工業者と相談しながら決めるのがよいでしょう。
射出成形の金型設計で注意すべきポイント

射出成形の金型設計で注意すべきポイントを解説します。
射出成形機に合わせた設計が必要
射出成形で安定した製品を製作するには、以下の性能を持つ射出成形機の選定が必要です。
- 製品に合わせた適切な射出容量
- 射出圧力
- 型締め力
金型の設計は使用する射出成形機の種類によって異なります。
まずは成形機の選定を行ってから金型設計に取りかかりましょう。
成形品に合わせて形状や構造を設計する
安定した品質で成形するには、以下の金型の構造を考慮し、適切な金型を設計する必要があります。
- ノズルタッチ部
- ランナー部
- 製品部入れ子部
- エジェクターピン
- ベース
- ガイドピン など
構造によっては成形後に二次加工が必要になってしまうケースもあるため、金型の設計は慎重に行いましょう。
ランニングコストを考慮して設計する
金型はメンテナンスや部品交換などのランニングコストが発生します。
メンテナンス性や耐久性を考慮して適切な材料を選び、正しく設計しましょう。
ランニングコストを抑えられるだけでなく、製品品質の精度の確保や、金型の寿命を延ばすことにもつながります。
金型には抜き勾配が必須
抜き勾配とは、成形品を金型から抜くために付ける勾配のことです。
抜き勾配を考慮することで、射出成形後に製品の精度や品質を保った状態で取り出せます。
抜き勾配のない金型では、離型抵抗により製品が傷ついたり、成形不良が出たりする可能性が高いです。
成形品の構造や金型の構造に合わせて、適切な抜き勾配を設定しましょう。
アンダーカットの処理も考慮しておく
アンダーカットとは、プラスチック樹脂の成形品を金型から取り出す際、金型の開閉方向に離型できない形状部分のことです。
アンダーカットがあるままでは成形品の取り出しができません。
そのため、金型にスライド機構を盛り込むなどの、特殊な機構を設置する必要があります。
金型を使った射出成形のメリット
金型を使った射出成形のメリットを順に解説します。
金型を使うため大量生産に向いている
金型を使った射出成形は、高精度な製品を大量生産できるのがメリットです。
樹脂をそのまま削る切削加工やシリコン型を使った注型生産では、生産数が多くなると製品精度にばらつきが出やすくなり、加工にも時間がかかります。
その点、金型を使った射出成形は、製品精度やコスト面で大きなメリットを得られるでしょう。
さまざまな材料に対応可能
射出成形に対応したプラスチック樹脂には、さまざまなものがあります。
複数のプラスチックを使用したとしても、それぞれ同程度の収縮率であれば、材料の変更があってもひとつの金型で対応可能です。
金型の細かい変更にも対応できる
ベースになる金型がひとつあれば、途中で設計変更があっても金型を作り直す必要はありません。
以下のような方法で形状の変更・微調整が可能です。
- 金型をさらに削る
- 溶接して肉盛りをする
- 入子の部品を入れ替える
射出成形の金型製作にかかる費用
射出成形の金型製作には、費用や期間が発生します。
例えば、PCマウス程度の大きさの金型の場合、製作費用の目安は150万~200万円ほど、製作期間は1.5カ月程度です。
ただし、金型の製作費用や期間は、部品の複雑さに応じて大きく変動します。
簡易的な金型であれば30万円ほどで製作できる場合もあるでしょう。
そのため、射出成形を検討しているときは加工会社に相談し、費用や製作期間の見積りを取ることが大切です。
金型製作で発生する費用や期間も踏まえて、製品化の予算や日程を検討しましょう。
まとめ
射出成形の金型の構造や種類、メリットや金型設計の注意点について解説しました。
射出成形は精度の高い製品の大量生産が実現するものの、金型の製作が必要です。
納得のいく製品製造を実現するためには、高い技術と実績を持つ加工業者を選ぶようにしましょう。
射出成形を活用した部品製造を検討している方は、ぜひ「Taiga(タイガ)」をご活用ください。Taigaは、無料で経験豊富な業者に相談できるサービスです。
難易度の高い部品や新規部品の開発、少量生産、試作から量産まで、コストを抑えつつ効率的に進めることが可能です。
Taigaの詳細はこちら